
| Home | HVAC | Zwembaden | Reiniging | Poort automatisering | Contact | Pers | Vacatures |
|---|
>32 jaar ingenieurservaring.
Het beste is maar goed genoeg.
GoLanTec energietechniek is een geregistreerd HVAC installatiebedrijf en en bouwt energiebesparende HVAC installaties voor particulieren en industrie:
Elektrolytisch polijsten van inox zwembaden
of trappen
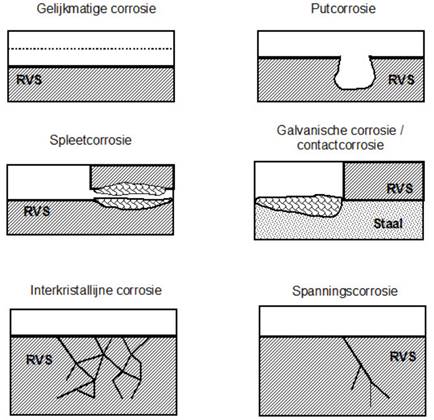
Ondanks dat de meeste apparaten, trappen, etc. in zwembaden van Inox 316L zijn gemaakt kunnen deze toch gaan roesten (oxideren). Hiervoor zijn volgende oorzaken aan te wijzen:
Inox is in tegenstelling tot wat velen denken, geen roestvast materiaal. De gevoeligheid voor zouten en zuren zullen na verloop van tijd roestvlekjes veroorzaken op het materiaal. Deze kunnen op termijn zelfs leiden tot een vermindering van de mechanische sterkte, met alle gevolgen van dien. Het is daarom belangrijk om te werken met inox dat een oppervlaktebehandeling heeft ondergaan, zodat het materiaal ook op lange termijn zijn kwaliteiten behoudt.
Inox of rvs is een groep van roestvaste en niet roestvrije staalsoorten. In de bouwsector is in een zone van 20 km vanaf de kustlijn, in milieus met sterke verontreiniging door industriële activiteiten (ijzer, chloor, zwavel), in zwembadomgeving, en in de buurt van spoorwegen of drukke verkeersknooppunten het gebruik van inox AISI 316 of 316L aan te raden.
Voor weinig corrosieve milieus of binnentoepassingen kan inox AISI 304 of 304 L worden gebruikt. In enkele gevallen opteert men voor chroomstaal of mangaanstaal. Inox 316 is een gelegeerde staalsoort die ongeveer 70% ijzer bevat, 8 à 10% nikkel en 18 à 20% chroom; bij inox 304 daalt het percentage chroom tot ongeveer 12%. Het is dat chroom dat de corrosiewerende eigenschappen van het materiaal bepaalt. Er vormt zich een dunne passieve chroomoxidehuid
die het onderliggende staal moet beschermen tegen onder andere roesten.
BELANG VAN DE OPPERVLAKTEBEHANDELING
Bewerkingen en vervuilingen kunnen de chroomoxidehuid en de daarbij horende corrosieweerstand echter aantasten. Daarom is het belangrijk het inox te behandelen om een lange, zorgeloze levensduur te garanderen.
Oorzaken:
• vreemde ijzerdeeltjes: deze komen los van roestende koolstofstalen
oppervlakken, ertsoverslagbedrijven of trein-, tram- en metrobanen
• spleten: dit zijn plaatsen waar vuil zich gemakkelijk opstapelt en invreet in het materiaal
• condensatiedruppels: ontstaan door temperatuurverschillen en zijn gevaarlijk omdat ze een concentratie vormen van de onzuiverheden aanwezig in een gebouw
• combinatie van verschillende materialen: daarbij kan galvanische corrosie optreden. Het potentiaalverschil tussen twee legeringen kan tot corrosie leiden. Een agressief milieu zal dit proces bovendien nog versterken
• mechanische beschadiging: vaak is het contact met koolstofstalen gereedschap de oorzaak
• chemische beschadiging: bijvoorbeeld wanneer inox blootgesteld wordt aan zouten (chloriden) of zure regen
SOORTEN OPPERVLAKTEBEHANDELINGEN
Slijpen en polijsten
Slijpen en polijsten worden toegepast om het inox een mooier uiterlijk te geven, de oppervlakte-eigenschappen te verbeteren of als voorbewerking voor het aanbrengen van een deklaag.
Terwijl bij het slijpen de grove beschadigingen of materiaalstructuur door afname van materiaal worden weggehaald, wordt er bij het polijsten technisch gezien geen rvs verwijderd, maar wordt de oppervlakte gladder en glanzender gemaakt. Wanneer dit heel fijn wordt uitgevoerd, ontstaan krasvrije, spiegelglanzende oppervlakken. Deze techniek maakt momenteel opgang in de bouwsector voor toepassingen binnen. Vrijwel alle grotere panelen zijn af fabriek of naderhand voorzien van een polijststructuur, standaard of zelfs op klantspecificaties. Polijsten heeft als
nadeel dat de grovere slijpingen veel vervuiling vasthouden, wat tot corrosie kan leiden. Let erop bij buitentoepassingen dat de slijprichting verticaal is, zodat de vervuiling met het regenwater kan wegspoelen en niet blijft hangen in de groeven.
Passiveren en beitsen
Bij beitsen wordt door een combinatie van verschillende zuren een dun laagje van het inox oppervlak weggeëtst. Dit laagje is gelijk aan de chroomoxidehuid of enkele micron meer. Door het egaal weg te etsen, krijgt het inox de kans weer egaal een chroomoxidehuid op te bouwen. Dit opbouwen noemt men passiveren, ofwel uitreageren met zuurstof uit de lucht. Het proces duurt ongeveer 24 uur. Wanneer een passivatiemiddel wordt gebruikt, kan dit worden ingekort naar 2 tot 4 uur. Chemisch passiveren kan nodig zijn als het inox de kans loopt al tijdens het passivatieproces weer in aanraking te komen met schadelijke deeltjes (chloriden, vreemd ijzer). Beitsen geeft een zeer egale en duurzame finish. Bij een juiste procedure wordt de chroomoxidehuid immers maximaal hersteld. In vergelijking met andere methodes is het een relatief goedkope manier om een egale finish te verkrijgen. Omdat beitsmiddelen gevaarlijk zijn voor mens en milieu, kan echter niet overal worden gebeitst. Zeker op publieke plaatsen is volledige afscherming en opvang van deze middelen noodzakelijk. Beitsen wordt in de bouwsector voornamelijk toegepast om een uniform uiterlijk te krijgen en om er zeker van te zijn dat het rvs in optimale staat verkeert om geplaatst te worden. In mindere mate wordt het toegepast om lasverkleuringen te verwijderen. Voor toepassingen buiten of in corrosieve milieus zijn passiveren en beitsen echter vaak ontoereikend.
Parelstralen
Bij parelstralen gaat men de oppervlakte van inox als het ware bombarderen met keramische of glasdeeltjes. Hiermee kan men krassen camoufleren en het materiaal egaal opruwen. Het inox is hierdoor weliswaar gevoeliger voor corrosie, dus niet geschikt voor buiten, maar het is een betaalbare manier om grote stukken materiaal een egaal uitzicht te geven. De techniek heeft als nadeel dat met het parelgrit vervuiling kan worden meegeblazen, die schadelijk is voor het inox. Met name bij glasparels wordt het oppervlak grover en gevoeliger voor corrosie. Bij het gebruik van keramische parels ligt het breukpercentage 50 maal lager. Daardoor is het behandelde oppervlak minder ruw en biedt het een constantere kwaliteit. Dat maakt het keramisch parelstralen beter geschikt voor kritieke applicaties en buitentoepassingen. Als alternatief kan ook een rvs middelmix worden gebruikt, die bestaat uit ronde roestvrijstalen kogels en kantig staalgrit van chroomstaal. De combinatie van beide elementen leidt tot een waardig alternatief voor glas of keramisch parelen.Non-Ffingerprint
Dit is een elektrochemische behandeling om rvs-onderdelen te vrijwaren van zichtbare vingerafdrukken. De elektrochemische behandeling realiseert een blijvende satijnglans. Door de typische structuur van het oppervlak die ontstaat door de behandeling, is het vingercontact veel kleiner in oppervlakte en blijven vingerafdrukken onzichtbaar. Bovendien wordt door deze techniek de reinigbaarheid verhoogd, waardoor ook de onderhoudskosten verlagen.
Elektrolytisch polijsten
Dit is de meest performante passivatie om inox te beschermen. Het elektrolytisch polijsten, vereist zowel chemicaliën als elektrische stroom. Dit kan gebeuren in een bad of met een draagbaar toestel.
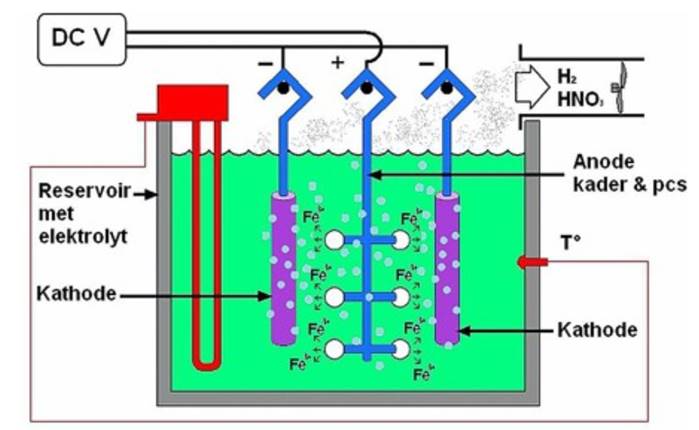
In een bad
De te behandelen onderdelen worden opgehangen aan een elektrisch geleidende drager. Die drager is verbonden met de positieve anode van de stroombron, terwijl de negatieve kathode is verbonden met het te behandelen stuk roestvast staal. Zowel de positieve als de negatieve pool wordt ondergedompeld in het chemische bad, waardoor een gesloten elektrische kring ontstaat met een spanning van gemiddeld 20 VDC en grote stromen van 40 A/dm³. De chemicaliën in het bad, een mengsel van fosforzuur, zwavelzuur en salpeterzuur, werken als geleider en zorgen ervoor dat de metaalionen (het ijzer) van het te behandelen onderdeel worden verwijderd en aangetrokken wordt tot de kathode.
Draagbaar toestel voor op de werf
De te behandelen stukken worden bevochtigd met een elektrolyt op basis van fosforzuren en doen dienst als anode. Vervolgens gaan onder invloed van elektrische stroom en deze chemicaliën, de beschadigde en verontreinigde oppervlaktelagen in oplossing. Met dit elektrolyseproces worden alle onzuiverheden, bramen, schilfers en de bovenste metaallaag verwijderd. Dit gebeurt op microschaal, waarbij het de pieken van de ruwheden zijn die in oplossing gaan. De macrostructuur blijft echter behouden en het oppervlak is veel gladder. Dit heeft als voordeel dat het beter te reinigen is en schadelijke deeltjes er zich minder makkelijk kunnen aanhechten. Tijdens het elektrolytisch polijsten wordt aan het metaaloppervlak zuurstof ontwikkeld, wat zorgt voor een verrijking van het chroom. Op die manier verkrijgt men een passieve chroomoxidehuid die 10 tot 100 keer dikker en dichter is dan bij alle andere behandelingen. Deze oppervlaktebehandeling van inox kan bij projecten buiten de broodnodige bescherming bieden. Vooral aan de kust, waar men aan meer corrosie onderhevig is, heeft men dit goed begrepen en raakt de techniek stilaan ingeburgerd.


De belangrijkste voordelen zijn:
• veel hogere corrosieweerstand
• grote weerstand tegen aankleven en aanbakken
• eliminatie lasverkleuring
• lage stromingsweerstand en goede thermische werking
• hoge glans
Er zijn echter ook beperkingen aan de techniek. Voor complexe vormen zijn immers zeer complexe (dus dure) kathodes nodig. Het kan bovendien enkel worden toegepast op austenitische inoxsoorten en niet op het goedkopere ferritisch inox. In de bouwsector past men elektrolytisch polijsten vooral toe om een mooiere glanzende finish te krijgen in combinatie met een sterk verbeterde corrosieweerstand.
ONDERHOUD VAN INOX
Inox is een materiaal dat zich graag laat reinigen. Men gebruikt daarbij best de gewone huishoudelijke detergent, omdat die weinig agressief is. Bij het onderhoud van inox moet men het gebruik van chloorhoudende middelen te allen tijde vermijden. Die zullen immers onherroepelijke schade toebrengen aan de chroomoxidehuid van het inox. In functie van de ruwheid zal geborstelde inox door vet (vingerafdrukken), stof, luchtvochtigheid, condens, verf en dergelijke, na verloop van tijd van kleur veranderen. Fijn geborstelde onderdelen kan men regelmatig reinigen met niet-schurende, beitsende, passiverende of vettige producten. Elektrolytisch gepolijste onderdelen zijn door hun microgladheid veel minder vatbaar. Vet en suiker kunnen bijvoorbeeld met hoge druk of met een zacht doek en water en zeep of detergent worden verwijderd. Uit de praktijk blijkt dat elektrolytisch gepolijste onderdelen het minst onderhoud vergen.
Raadgevingen
Werken in ijzervrij atelier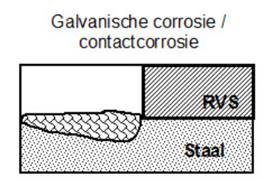
Inox constructies dienen bij voorkeur te gebeuren in een ijzervrij atelier. Dit wil zeggen een atelier waarin alleen inox wordt verwerkt en waar het maximale gebeurt om ijzercontaminatie te vermijden.
Spleetvrij aflassen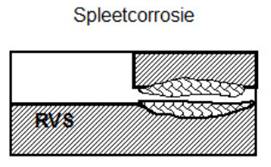

Constructies met inox voor zeemilieu, buitenomgeving, zwembaden en spoorwegtoepassingen dienen spleetvrij afgelast te zijn.
Doorlooptijd respecteren
De doorlooptijd van behandelingen dient gerespecteerd te worden om de maximale corrosiebestendigheid te bekomen.


Opletten met ontsluierproducten op basis van zoutzuur
De kalk- en cement ontsluierproducten voor beton- en tegelwerk mogen geen zoutzuur bevatten.
Ontsluierproducten op basis van bepaalde zuren zijn wel toegelaten. Vraag dus steeds de merknaam en chemische samenstelling.
Vermijd beschadiging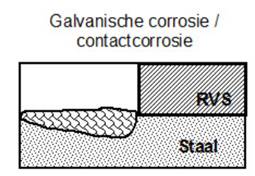

De metaaleigen coating die bestaat uit een dichte en dikke chroomoxidehuid mag niet worden beschadigd. Daarom is lassen, schijven, zagen en boren in de directe omgeving van inox uitgesloten. Om diezelfde reden dienen bouwkundige werken, zoals voegen, polieren, wegnemen van kalk- en cementsluier, te gebeuren voor het plaatsen van de inox constructies.
316L of 316 Ti?
316Ti: beter lasbaar : 1.4571 / AISI 316Ti/ X6CrNiMoTi 17-12-2
| W.Nr. 1.4571 | BS 320 S17, S18, S31 |
UNS S31635 |
AISI 316Ti |
AFNOR Z6CNDT 17.12 |
JIS |
X6CrNiMoTi 17-12-2 |
DIN 17740 1.4571 |
C ≤ 0,08 Mn max 2,00 Cr 16,5 - 18,5 Ni 10,5 - 13,5 Mo 2,0 - 2,5 Ti min 5 x C - 0,7
1.4571 - AISI 316Ti is door de toevoeging van titaan bestand tegen interkristallijne corrosie waardoor 1.4571 - AISI 316Ti goed lasbaar is. 1.4571 - AISI 316Ti is geschikt voor verwerkingstemperaturen tot ca. 600°C. 1.4571 kan door de toevoeging van titaan niet hoogglans gepolijst worden. 1.4571 - AISI 316Ti is o.a. toepasbaar in de papier-, textiel-, foto-, rubber-, en verfindustrie.
316L : 1.4404 / AISI 316L/ X2CrNiMo17-12-2
W.Nr. 1.4404 |
BS 316S11 |
SIS 2348 |
AISI 316L |
AFNOR Z3CND18.12.02 |
JIS |
X2CrNiMo17-12-2 |
DIN 17740 1.4404 |
C max 0,03% Cr 16,5 - 18,5 Mo 2,0 - 2,5 Ni 10,0 - 13,0
Comparison of 316 (1.4401) and 316L(1.4404/1.4432) to 316Ti (1.4571) Stainless Steel Grades
Type ‘316Ti’ stainless steel has been traditionally specified by German engineers and users with the Werkstoff number 1.4571. This grade, 1.4571 (316Ti/320S31), is essentially a standard carbon 316 type with titanium stabilisation and is similar in principle to the titanium stabilisation of the 304 (1.4301) type to produce 321 (1.4541). The addition of titanium is made to reduce the risk of intercystalline corrosion following heating in the temperature range 425-815 °C. Here titanium carbo-nitrides are formed in preference to chromium carbides which has the effect of maintaining the correct distribution of chromium throughout the structure of the steel. The result is that areas adjacent to grain boundaries, where the carbo-nitrides form, is not depleted of chromium to a level at which localised corrosion can occur in the grain boundary area (Intercrystalline corrosion or "ICC", also known in the past as ‘weld decay’).
The alternative approach to reducing the risk of ICC attack is to reduce the carbon level to levels below 0.03%. In this way a grade of 316 is produced with, in practice, the same resistance to ICC as 1.4571 (316Ti). This is the basis of the 316L types (1.4404/316S11 and 1.4432/316S13). Under most conditions it can be taken that the two grades are interchangeable, 1.4404 (316L) being suitable for applications where 1.4571 (316Ti) is specified.
In aqueous corrosion media or environments at ambient temperatures, there is no practical advantage in specifying the 1.4571 (316Ti / 320S31) type in preference to 1.4404 or 1.4432 (316L/316S11/316S13). In some circumstances the 316L (1.4404 / 1.4432) grades may be better choices. The presence of titanium to 1.4571 does, however, give some improvements to mechanical strength, especially, at elevated temperatures above about 600 °C. and care must therefore be exercised in selecting 1.4404 as a substitute under these conditions. The 1.4571 at ambient temperatures may however have inferior impact properties and may not cold form or cold head as readily as the 1.4404 / 1.4432 types. The machinability of 1.4571 can also be an issue as the titanium carbo-nitrides particles can result in higher tool wear. The titanium carbo-nitrides in 1.4571 can also result in problems where high standards of polished surface finish are required. The titanium carbo-nitrides particles can result in ‘comet-tail’ streaks on the polished surface as they are dragged out during polishing. This is similar to the 1.4541(321) grade, which was not recommended for a ‘No8’ bright mechanical polish in now obsolete BS1449 Pt2 (now replaced by BSEN 10088:2-1995 finish 1P/2P).
There is also some evidence that the 1.4571 type may have inferior pitting and stress corrosion cracking resistance, compared to the 1.4404 / 1.4432 types, although the general corrosion resistance can be assumed to be generally similar. The titanium stabilised 1.4571 grade may also be prone to ‘knife line attack’ in the heat-affected zones of welds, very close to the fusion zone where the carbo-nitrides have redissolved in the solid steel matrix.
The weldability of the 1.4571 and 1.4404 / 1.4432 can be assumed to be similar. Neither of the grades can be expected to weld ‘easier’ or ‘better’ than-the-other. Niobium stabilised fillers (welding consumables) should be used for welding the 1.4571, especially where
elevated temperature weld strength may be important. In other circumstances a ‘316L’
filler should give a matching weld metal aqueous corrosion resistance to that of the ‘parent’ 1.4571 ‘316Ti’ material.
"Nous
n’héritons pas la terre de nos ancêtres,
nous l’empruntons à nos enfants" Antoine de St-Exupéry
Perfecte
technologie, daar komt het op aan
Versie laatst bewerkt op 27/7/2019